



Basic Injection Mold Types
Basic Injection Mold Types
The most common injection mold types which used in E-Mold: two-plate mold; three-plate mold; hot-runner mold.
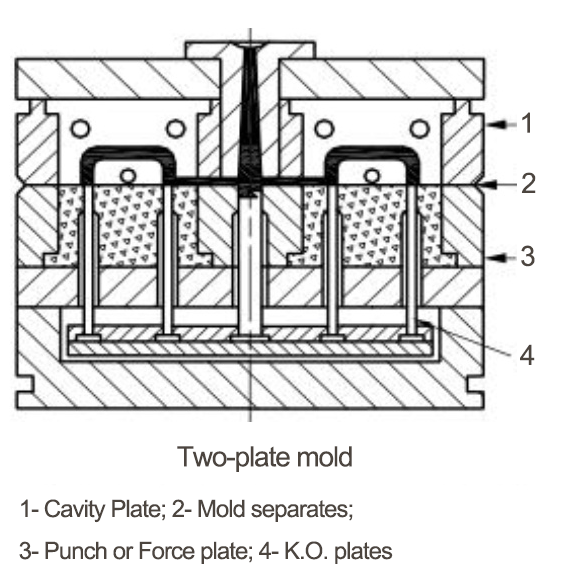
1. Two-Plate Mold
A two-plate mold consists of two plates with the cavity and cores mounted in either plate. The plates are fastened to the press platens. The moving half of the mold usually contains the ejector mechanism and the runner system. All basic designs for injection molds have this design concept. A two-plate mold is the most logical type of tool to use for parts that require large gates.
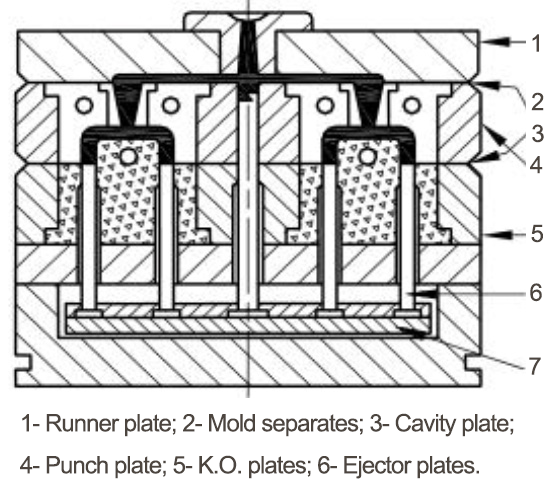
2. Three-Plate Mold
This type of mold is made up of three plates: (1) the stationary or runner plate is attached to the stationary platen, and usually contains the sprue and half of the runner; (2) the middle plate or cavity plate, which contains half of the runner and gate, is allowed to float when the mold is open; and (3) the movable plate or force plate contains the molded part and the ejector system for the removal of the molded part. When the press starts to open, the middle plate and the movable plate move together, thus releasing the sprue and runner system and degating the molded part. This type of mold designs makes it possible to segregate the runner system and the part when the mold opens. The die design makes it possible to use center-pin-point gating.
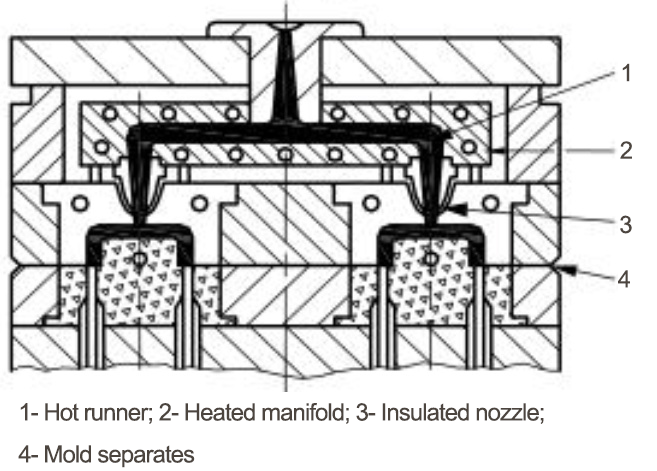
3. Hot-Runner Mold
In this process of injection molding, the runners are kept hot in order to keep the molten plastic in a fluid state at all times. In effect this is a "runnerless" molding process and is sometimes called the same. In runnerless molds, the runner is contained in a plate of its own. Hot runner molds are similar to three-plate injection molds, except that the runner section of the mold is not opened during the molding cycle. The heated runner plate is insulated from the rest of the cooled mold. Other than the heated plate for the runner, the remainder of the mold is a standard two-plate die.
Runnerless molding has several advantages over conventional sprue runner-type molding. There are no molded side products (gates, runners, or sprues) to be disposed of or reused, and there is no separating of the gate from the part. The cycle time is only as long as is required for the molded part to be cooled and ejected from the mold. In this system, a uniform melt temperature can be attained from the injection cylinder to the mold cavities.
- Injection Molds
- Injection Molding
- Injection Moulds
- Tooling
Related Tags :
